The complete beginner's guide to KX500 top-end rebuilds.
This is an instruction how to do a top-end rebuild on a KX-500. Most pictures are of my own bike (1989) during a rebuild spring 2005. Some pictures are borrowed from the Internet. Credit should be given to Doordie for most of the tuning information and the KXRiders forum for random nuggets of information.
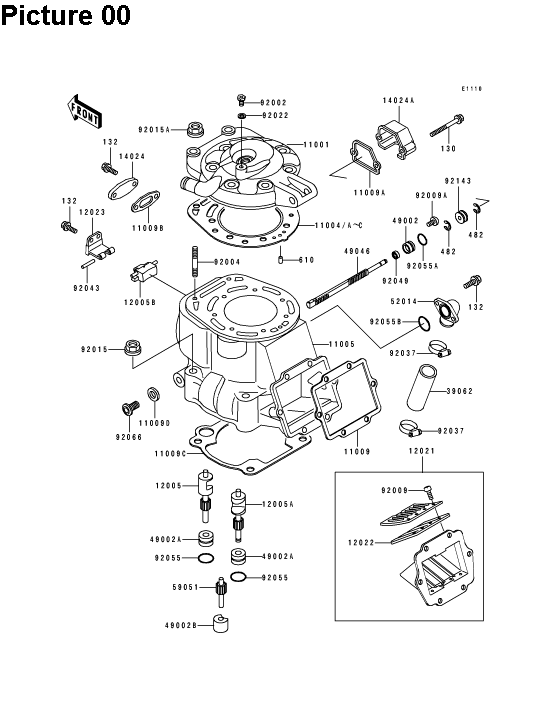
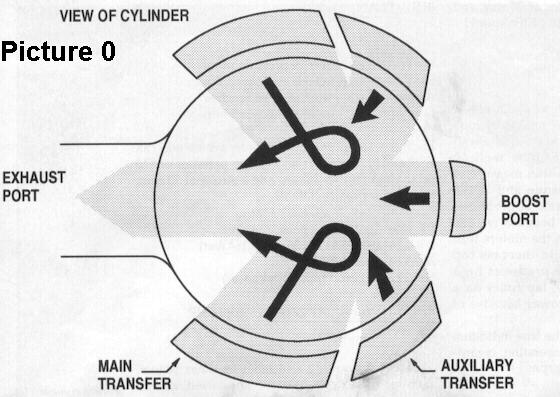
Use (Picture 00) as a reference for all the article numbers and names used throughout the document alternatively, go directly to the source where the links are working. For an overview of all the pictures see (Overview). The naming convention I use for the ports is taken from this picture (Picture 0).
I hope some of this information will be useful for you when you are rebuilding you cylinder, my KX500 works like a charm after following these instructions. Should you want to contact me (or Doordie), drop me an email or check in to the KXRiders forum.
1.0 Introduction
1.01 Document version
1.1 Disclaimer
1.2 Tools and lubricants needed
1.3 Optional tools
1.4 Compression
2.0 Removal
2.1 Cylinder inspection
2.2 Piston inspection
2.3 KIPS inspection
2.4 Reed valve inspection
2.5 Lower end inspection
3.0 Modifications
3.1 Cylinder modifications
3.2 Piston preparation
3.3 KIPS preparation
3.3.1 Worn out pins
3.3.2 Over-closing valves
3.3.3 Too much play between valves and ports
4.0 Final assembly
4.1 Tightening torques & general info
4.2 KIPS valve assembly
5.0 The Doordie Squish
6.0 Breaking in your new piston (or rings)
1.0 Introduction
- This description is aimed a people with basic mechanical knowledge and skills.
- I have not described how to do the ordinary stuff but rather the specific tricks with the KX500 top-end & KIPS.
- There is a logical flow in this document. This is probably the order of which you are going to do things.
- There is a complete list of spare parts here (parts which you probably need - or maybe not). You could order these in advance so you have them handy and minimise your downtime!
All measurements are made using the ISO metric system.
1 inch = 25.4 mm
1 mm = 0.03937 inch
1.01 Document version
Since this document is subject to changes I will document any changes to the document in the list below. I do not intend to keep older versions of this document on this web site.
- 1.1 (2005-04-09): Initial release
- 1.2 (2005-04-11): Added; low-end inspection (for what it's worth), reed valve inspection, spark plug diagnostics link, feedback and version control.
- 1.3 (2005-04-17): Changed; picture references and added ID's on all pictures. Added a picture overview &fixed broken link to spark plug site.
- 1.4 (2005-04-25): Changed; corrected spelling michtakes. Added KIPS assembly &piston break in.
- 1.5 (2005-05-07): Final version.
- 1.6 (2006-01-28): Revised the squish and the KIPS valve fix sections.
1.1 Disclaimer
- I do not accept claims for any damage made to anything should you follow these instructions. Anything you do with your engine - you do at your own risk.
- You should not try to do this whilst the engine is running. The exhaust could be hot and cause burn injuries and the moving piston might cut your fingers off.
- Metric spanners and general tools
- A robust vise
- Copper hammer (for the KIPS valve removal)
- Real fine sandpaper (600)
- Vernier callipers (for multiple measuring)
- Feeler strips (for measuring piston ring clearance, not covered by this document)
- White spirit (for general cleaning)
- Hard core carburettor cleaning stuff or nail varnish removal (for 'goo' in the KIPS valve)
- Steel brush for cleaning KIPS valve (do not use on aluminium)
- High temperature grease (for the KIPS valve)
- Two stroke oil (for the piston)
1.3 Optional tools
- Dremmel (or similar) rotating file for clearing out ports or a set of small (manual) files.
- Electrical solder, 2mm thick (for measuring the squish)
1.4 Compression
To read the compression with a compression gauge: Kick the warm engine hard with the throttle fully open until you cannot get a higher reading.
The usable range of compression should be inside 735 - 1150 kPa (7.35 - 11.5 kg/cm2).
Too high compression is bad unless you have deliberately tuned your engine for the purpose. You would typically need octane boosters to avoid pinging if you have higher compression.
2.0 Removal
- Clean - power wash - the engine thoroughly around the cylinder before starting.
- You can leave the engine in the frame should you want to.
- You can optionally leave the cylinder head on the cylinder (eliminates the need for head gasket change). Note that it is harder to properly inspect and clean the cylinder this way. If you never have inspected your cylinder before, you really should lift the head.
- You will have to remove the KIPS valve. There are no identical parts in the KIPS valve so you do not have to take special care with the order of these pieces. There is an easy to follow instruction how to assemble the KIPS valve here.
- Clean out all parts as best you can before proceeding.
2.1 Cylinder inspection
Check the cylinder for cracks and general wear from the piston. I have not bothered to describe this since the wear is generic to all engines. Have a look at Eric Gorr's nice piston pictures and you will know where to look in your cylinder for the corresponding damage.
Make sure the cylinder is clean and that you have good enough light to spot any potential problems. If you cannot get rid of persistent residues in the cylinder, use Scotchbrite and white spirit or some strong carb cleaning stuff. Be careful not to scratch the cylinder. Rub in the opposite direction of the piston movements.
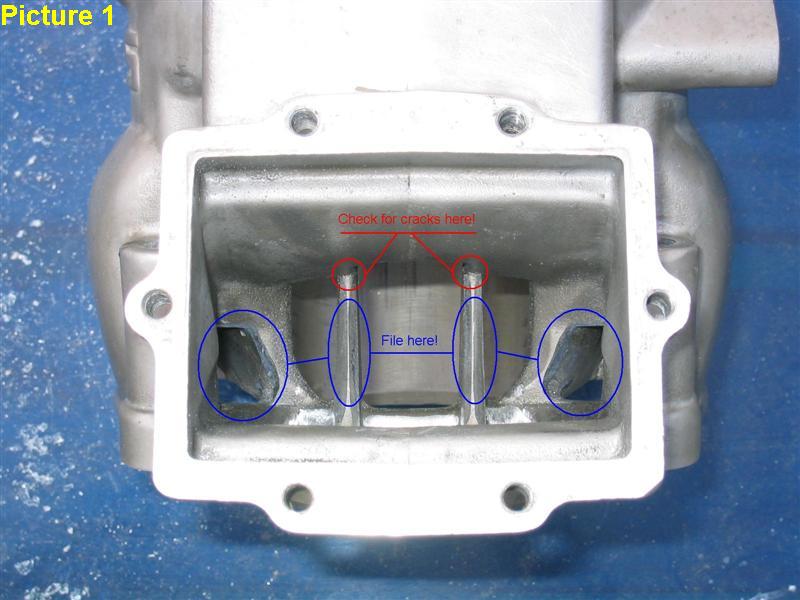
I found cracks in my cylinder in daylight which I could not see using the light in my garage! The following pictures points out some known design issues where the KX500 cylinder tend to break or crack. Intake (Picture1), intake (Picture 2) and exhaust (Picture 3).
If there are cracks in your cylinder you should consider repairing them. The risk of not doing this is in worst case a major seizure. It obviously depends from case to case and I can't guide you what to do. If the cracks are inside the cylinder (any plated area) you will also need to re-plate your cylinder. Welding and plating is not something you can do with your ordinary tools at home. Pay up and leave that to the professionals. Expect some welding and the re-plating to cost around 100-200 pounds. Before you send your cylinder away there are some minor modifications which you should do. You should do these modifications even if you do not intend to send the cylinder away. You can find these modifications described here.
2.2 Piston inspection
Not much to write here which has not already been written elsewhere. Have a look at Eric Gorr's piston diagnostics web page with pictures and all. If you find anything suspicious with your piston, try to understand what has happened and fix the source of the problem! The piston wear gives you a good indication of your general setup. The other indicator of your engines general setup would be the spark plug. Check out a spark plug diagnostics web page, again, with pictures.
2.3 KIPS inspection
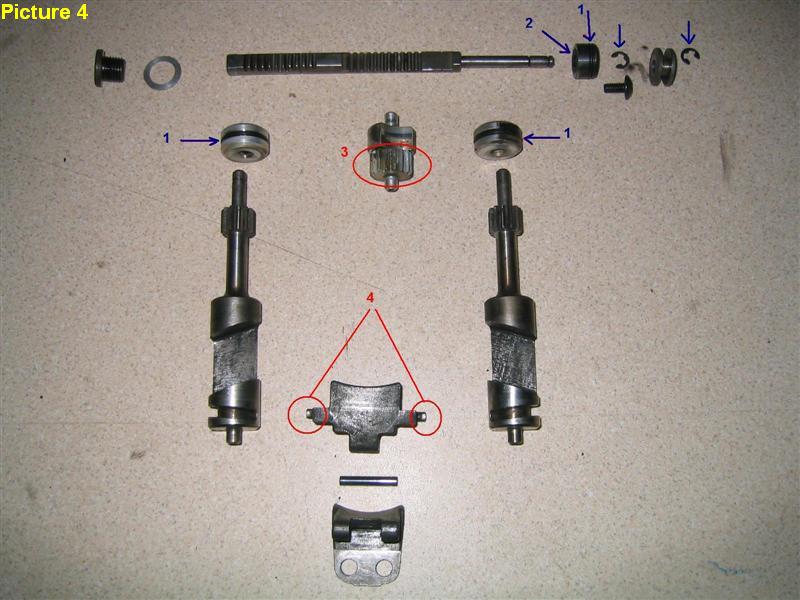
The KIPS valve is actually three different valves who operates as one unit. They are; left valve, centre valve and right valve. The reference-direction is in front of the bike. The following picture shows all the moving parts of the KX500 KIPS valve year 1989-FF (Picture 4).
Start with cleaning all parts of the KIPS valve. The centre valve is made of iron and can be abused with pretty strong solvents and mechanical force. I also think that the rolls are made of solid iron (rather than chromed aluminium as the manual says). Anyway, these are also sturdy and can take some rough handling.
Once everything is cleaned, check out the marked (red) items on (Picture 4) for wear. There are some parts which will ware out with time (marked blue).
You should replace all the o-rings (1) and the oil-seal (2).
Check; the cogs (3) and the pins (4), finally also check the circlips (not numbered)
The marked items are typically things that wear out with time and can cause noise (rattle) and sub-optimal function. Use good judgement; if any part is much worn, replace it rather than reusing it. Before you go ahead and order a new centre valve, check out 3.3.1 Worn out pins. The condition of your parts can vary depending on how hot the engine has been running (air/fuel mixture and sparkplug). If you have an excessive amount of 'goo' in your KIPS valve you might be running too rich on two-stroke oil. Alternatively you have been using poor or wrong quality, two-stroke oil for the big engine size. I will not stick out my chin and recommend any brands of oil here as - this will just get people upset. Check out the KXRiders forum for more on this subject...
2.4 Reed valve inspection
There are lots of different after market reeds on the market, so I can't guarantee that this procedure or the service limit is accurate for the valve you are using.
As you now have a clear view of your reed valve, look for cracks or warped reeds. If there are any cracks or if they are warped, replace the reeds or alternatively the whole valve. This would also be the case if the reeds are wave-shaped. Check for patterns of grime which tells you where the reeds are not 100%. Clean the whole lot thoroughly. It is OK to have some grime on the reed valve, if it is excessive, there is probably something wrong with your machine. You will probably find out what when you are inspecting the cylinder and/or piston. The original KX500 reed valve had a clearance service limit of 0.2 mm (the area which is facing away from the carb) use a thickness gauge to measure this.
2.5 Lower end inspection
Whilst you have the cylinder off you can measure two things (but probably not very accurate since any attempt to measure this will be somewhat error prune...) I will not describe how to measure this - but it might give you an indication if your crank is in the dangerzone of maintenance;
- The connecting rod big end radial clearance: 0.033 - 0.049 (service limit: 0.10). This is the up-and-down play of the piston rod in the crankshaft.
- The connecting rod big end side clearance: 0.40 - 0.50 (service limit: 0.70). This is the sideways play of the piston rod in the crankshaft (use a thickness gauge).
3.0 Modifications
Read the disclaimer before you start...
3.1 Cylinder modifications
The general idea behind these modifications is not to increase your effect or change port timing but rather address some production flaws. One thing to always keep in mind is to not take away too much material where the original design is already thin. See the pictures below (crack danger zones in red) - this might give you an idea where not take away material. Bare in mind that the surfaces on the intake side should not be polished but kept a bit rough. This will help (in theory, that is) the air/petrol mix to mix better. If you have a desire to polish, do it on the exhaust side.
Sharp angles (unless pointing directly against - or away from - the air flow i.e. dividing the air-flow) is not desirable and should be filed down or smoothened out. The opposite is the case when the aim is to divide the air-flow. You want these to be sharp which helps to cut the air-flow without generating turbulence. The design goal is to have a free non-obstructed flow of air through the cylinder. The cylinder has some minor deficiencies in this respect when it leaves the Kawasaki Heavy Industries factory.
Two goals:
- The cylinders are produced though moulding. If the moulding frames / models do not have an exact fit, they will leave uneven or misaligned surfaces inside the cylinder. These flaws also exist on the outside of the cylinder but are fixed as a part of the manufacturing process because they are an eyesore for the valued Kawasaki customer.
- Some surfaces are not sharp enough but left a bit too round, in particular surfaces used to divide the air/petrol flow. These round shapes will cause unnecessary turbulence in the air/petrol flow. The turbulence (inefficiency in the flow) can be avoided if these shapes are sharpened.
- Intake ports (Picture 1), Intake ports from the cylinder side (Picture 2). Mods are marked blue on the picture
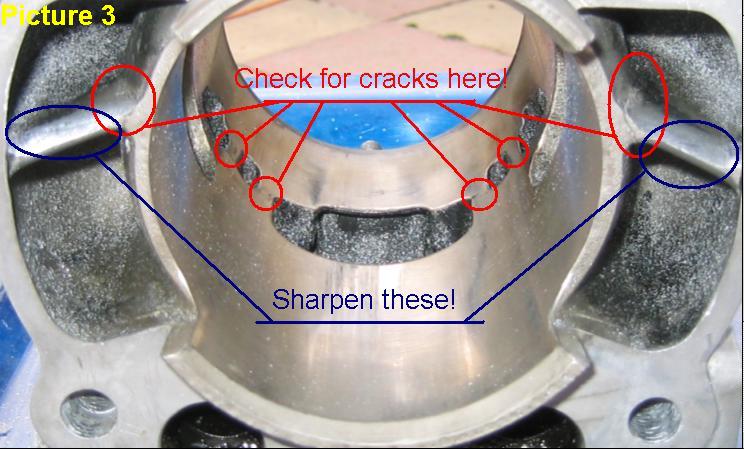
- Walls between main transfer & auxiliary transfer ports (Picture 3) Mods are marked blue on the picture.
- Additionally, use your fingers and feel for uneven surfaces throughout the cylinder. All ports and channels should be streamlined for optimal flow.
Keep in mind that you should not take away too much material. The design is pretty optimal as it is and you will put more stress to parts where you do not need it. You are just trying to improve some production flaws here... When sharpening the air dividers, make these 'time-glass' shaped. Leave material at the end-points where the cracks are most common. Look at the pictures and you will understand.
Make sure you clean the cylinder thoroughly with soap and warm water so that you do not have any metal filing residues in the cylinder before you assemble it.
3.2 Piston preparation
If you buy a new piston (or plan to re-use your old one) there is one improvement you should make before you use it. Again no tuning, just addressing a production flaw.
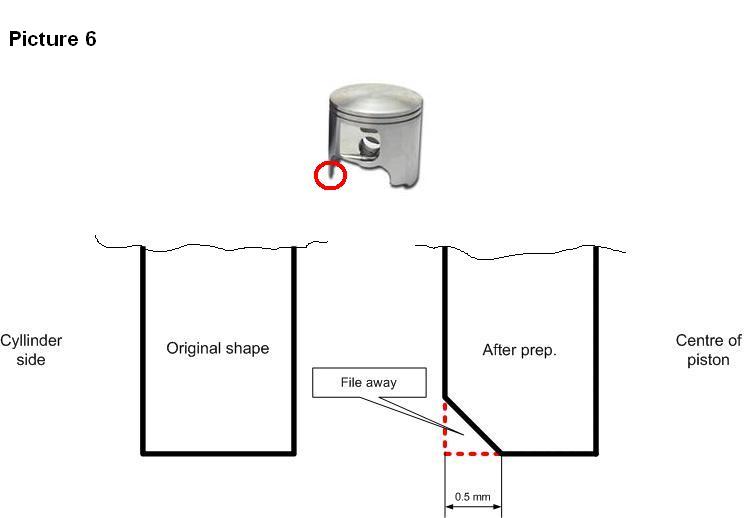
Pistons generally have very sharp edges as a result of the manufacturing process. This is not a problem except for edges touching the cylinder AND pointing south, (Picture 5). If these surfaces are sharp, they will scrape off too much two-stoke oil when the piston is moving down. Make sure you understand the text above - and modify all surfaces, as seen in this (Picture 6); to a ~45 degree angle approx 0.5 to 1 mm thick.
This will force two-stroke oil in between the piston and the cylinder and improve the lubrication. If you do this, you do not need to drill lubrication holes in the piston (which is a popular modification).
Make sure you clean the piston thoroughly with soap and warm water so that you do not have any metal filing residues on the piston before you assemble it.
3.3 KIPS preparation
There are three things which you can fix yourself on your KIPS valve.
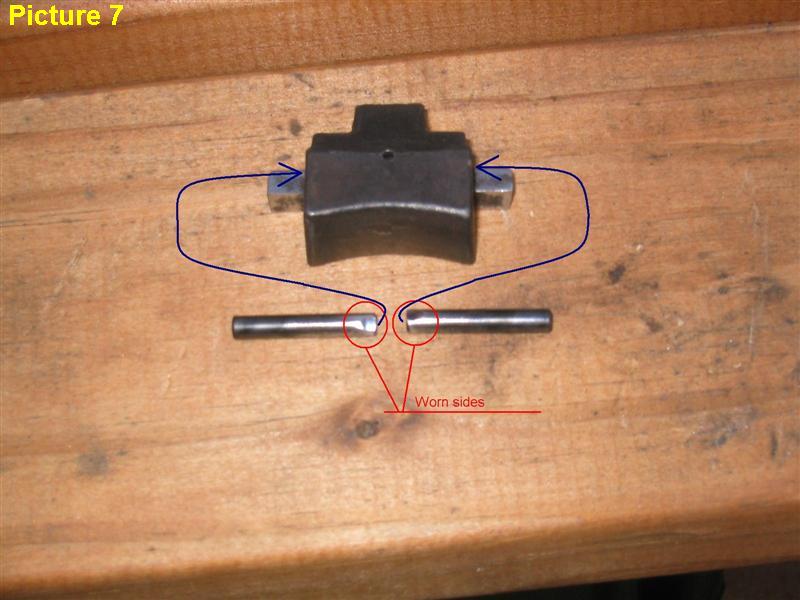
3.3.1 Worn out pins
The pins on the central valve get worn down when they are engaged. If you look at the edge you can tell if yours are. The resolution is to turn the pins 180 degrees around (Picture 7). Read through and understand the whole instruction before you start!
- Before you do anything, make sure the end points are clean.
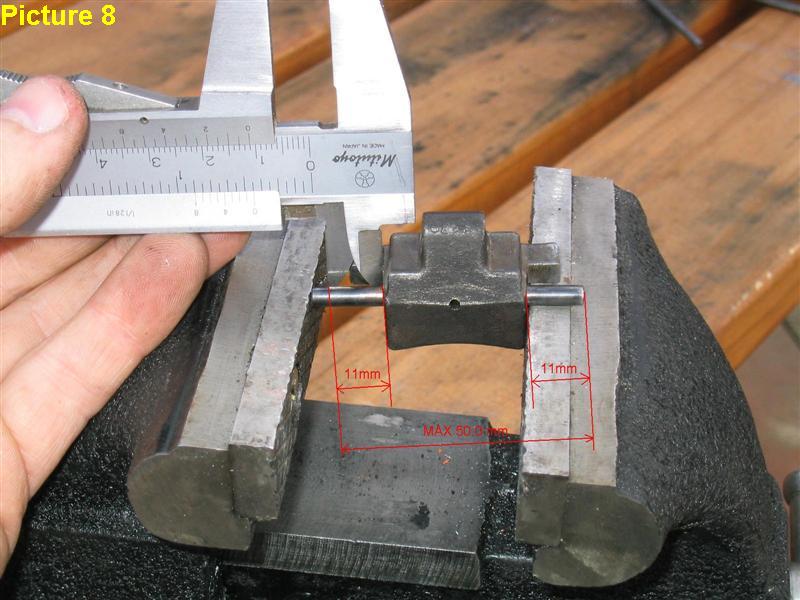
- Measure (Picture 8) and write down the 'original' total length of the distance between the endpoints. It should be in the region of 49 mm
- Remove the first pin (Picture 9) and then the second pin (Picture 10).
- Make sure the pins are very clean and check for sharp edges (file off) or bent shapes.
- Put the pins back with the worn side facing in. Use a vise and press the valve (Picture 8) and pin together to the appropriate length. It is important that you get the distance right the first time! Once you have inserted the second pin, they are pretty much stuck again, i.e. start over from point 3 above.
Comment:
I have measured the distance (on a cool engine - duh) and the theoretical maximum was 51.3 mm on my bike. I cannot guarantee this number as it may vary depending on the year and the cylinder manufacturing. I used a length of 50.0 mm for my bike but the original length was 49.1 mm. My theory is that any heat expansion will not be enough to jam it up. The additional 0.9 mm will act as additional support which will increase the lifecycle of the valve. This is all good theory, only time can tell...
3.3.2 Over-closing valves
You should do this before you permanently assemble the valve. This is believed to be the fix for the nasty kick-backs of the KX500.
The exhaust valve mechanism is controlled by the rod-governor. When the rod-governor is pulled out it opens all three exhaust valves. When the rod-governor is fully retarded, the left and right valves should be aligned with the surface of the exhaust port walls. This is not the case since the rod-governor retards too far (back in the cylinder). This is a Kawasaki design feature which makes the 500 easier to start. I, and many others with me, have done this fix and the 500 does not become harder to start but you will get valves which are flush with the exhaust port walls when the valve is not engaged.
- Adjust the rod-governor so that the left and right valves are flush with the exhaust port. Don't worry if you do not understand this, it will all become clear once you have seen the valve in operation.
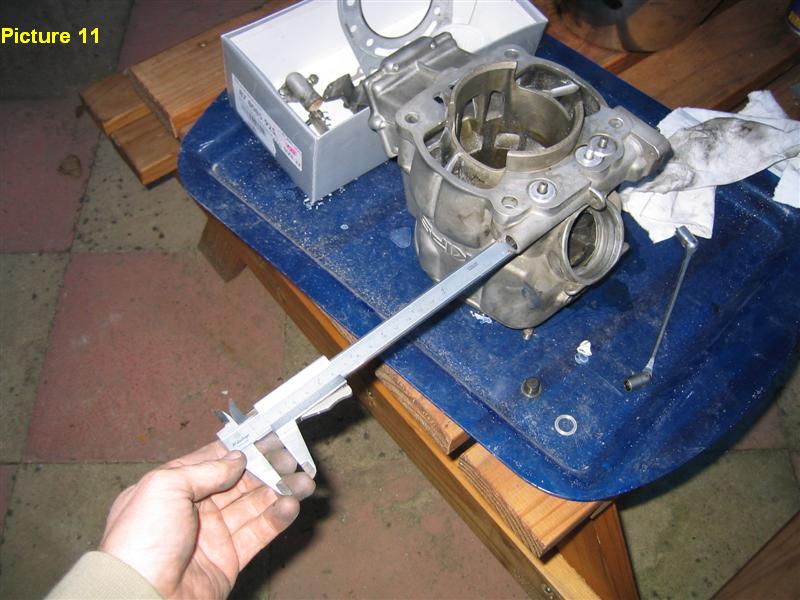
- With the rod-governor in the position described in point 1: Measure the distance (Picture 11) that the plug should be.
- Measure the distance the plug actually is. Subtract these numbers and the result is the distance you have to add as per below.
- Find a steel ball from a ball-bearing and put it between the rod-governor and the plug. If you cannot find a perfect size, use a slightly bigger ball and adjust the distance by adding washers between the plug and the cylinder. Keep the old aluminium washer closest to the cylinder. There is no compression here but it could be leaking out 'goo' and exhaust fumes. If it does, it's easy to spot.
Comment
The reason to use a steel ball is because a ball would roll and not get stuck even if there is a build-up of 'goo' or carbon residues.
3.3.3 Too much valve play
The left and right valve can have too much play between the engine and the cylinder. This is caused by either extensive wear or by a thicker cylinder base gasket. The valves will then be vertically misaligned. The way to measure this is to use a straightedge and a thickness gauge. The wear can be both in the cylinder as in the low-end. The remedy is to add washers until you have approximately 0.1 to 0.2 mm play. Verify that the valve operates smoothly before you tighten the cylinder base nuts to the appropriate torque.
4.0 Final assembly
Again, this only describes the quirks with the KX500 which is really only the KIPS valve.
A reminder; after you have filled up your coolant, bleed the air captured in the cylinder; use the vent bolt on your cylinder head. You might need to open the fill cap as well. Top up when you're done. This will make sure you get coolant in the whole cylinder &head.
4.1 Tightening torques & general info
Cylinder nuts 34 Nm (3.5 kg-m 25 ft-lb)
Cylinder head nuts 25 Nm (2.5 kg-m 18 ft-lb)
Shaft bolt??? (92066-1222) 20 Nm (2 kg-m 14.5 ft-lb)
Cylinder head mounting bolts (with the brackets) 25 Nm (2.5 kg-m 18 ft-lb)
Cylinder head warp 0.03 mm (use a straightedge and a thickness gauge)
4.2 KIPS valve assembly
The reference direction is up-side down and facing the cylinder (the cylinder is upside down so all references to 'top' would actually be bottom once the cylinder is attached to the engine).
Prerequisites; all parts are cleaned and worn parts are replaced.
Identifying marks;
- The right valve is identified by a groove (circle) at the top (Picture 12).
- Both the left and right valves are marked: One tooth at the top where the valve operating rod engages is different from the others. It either has an imprinted dot or a different shape (colouring is also mentioned in the manual..?) this marking probably differs depending on the manufacturing year. (Picture 12)
- The valve operating rod has two grooves which matches the markings on the left and right valves (Picture 12).
Tests before assembly
- Fit the valve operating rod and make sure is slides easily in the cylinder (remove)
- Fit the left and right valves and make sure they twist easily in the cylinder (remove)
- Lubricate all moving parts with two-stroke oil, no need for excess amounts.
- Turn the cylinder upside down
- Lubricate and assemble the centre valve. Do not permanently fix the screws for the centre valve.
- Lift the left and right valves so that you can fit the lubricated valve operating rod.
- Lubricate and fit the left and right valves (do not fit the valve guides at this stage) with the markings facing towards you. They should drop all the way down. There should not be any need for force.
- Lift the left and right valves so that you can fit the lubricated valve operating rod. Whilst still holding (lifting) the left and right valves; slide in the valve operating rod so that the grooves are in the centre of the left and right valves. Hold it there and twist the valves so that the valve markings fit the grooves on the valve operating rod and let the valves drop into place.
- Fit the 'idle gear' (the gear that operates the right valve). Make sure the markings are aligned.
- Lubricate and fit all three valve guides.
- Verify smooth operation of the KIPS valve by sliding the valve operating rod in and out. If it doesn't operate easily, try to find out why. Maybe you haven't cleaned enough or the centre valve is jamming up the operation?
- Tighten the two screws for the centre valve and verify easy operation again.
- Lubricate the oil-seal with high temperature grease (alternatively two stroke oil) before fitting it.
- Do the fix for the over-closing valve 3.3.2 Over-closing valves
It is a good idea to use a piece of string to tie the left and right valve together so the plunges do not fall out when you turn the cylinder upside down.
5.0 The Doordie Squish
Squish is the dome-shaped part of the cylinder head in which the air/fuel mixture is 'squeezed' into before the detonation. The squish band is the distance between the piston in TDC and the lowest part of your cylinder head. The effects of the squish and squish band are separate to the compression ratio. Changing the squish and squish band will however also change the compression ratio. The compression ratio is depending on A) the shape of your cylinder head and B) the stroke, bore and port timings. The squish and the squish band have a serious impact on the behaviour of the detonation and the overall effect of your engine. Measuring the squish band could give you an indication of how good your engine is set-up. The most accurate way to measure your effective squish is by doing it whilst the whole lot is assembled. The following description works and comes recommended; Remove the spark plug and the flywheel cover. You need free access to the flywheel. The measurement can be done on an assembled (working) engine or an engine under repair. You do however need to assemble the piston, cylinder and head. Gaskets are optional.
- If not already in place, assemble the piston and cylinder (with or without base and top gaskets). This could be temporary hence no need for correct tightening torques etc. Tighten the nuts so that the cylinder and head are firmly assembled.
- Rotate the flywheel so that the top of the piston is just above the highest cylinder ports. Note the direction you need to turn the flywheel to move the piston upwards.
- Use a suitable length of electrical solder - the thick gas station type ~ 2mm. Bend it to an "L" shape and insert it through the spark plug hole.
- Rotate the flywheel so that the piston passes TDC and deforms the electrical solder.
- Repeat the process for a couple (four) different positions and measure the thickness of the electrical solder where is has been deformed (the tip of the "L"). That is your squish band.
If you did the measurement without gaskets, add the thickness of the gasket(s) to the number you got. The squish band should not be less than 1.3mm, if it is; you are in danger of the piston hitting the cylinder head in TDC. 1.3 mm is optimal - but you have to be very certain about the general condition of your bike. For the weekend warrior 1.6 mm is OK. This gives you some headroom for sub-optimal tolerances in your crank and rod bearings.
If you have to increase the squish and want to:
- Keep your port timings; use a thicker cylinder head gasket.
- Change your port timings (for higher top effect); use a thicker (home made) cylinder base gasket.
If you want to decrease your squish, use a thinner cylinder head gasket. If that's not enough, you can plane the cylinder head. One effect of decreasing your squish is that you get higher compression, see 1.4 Compression
Never re-use old gaskets and never use more than one cylinder head gasket.
6.0 Breaking in your new piston (or rings)
Whilst breaking in new pistons or rings; do not increase the oil/petrol mixture. This would have adverse effects on your engine and it doesn't 'increase' the lubrication.
This is Doordie's recipe for breaking in your new piston:
- Idle the engine for a minute and look for leaks (cooling liquid, oil, exhaust)
- Putter around for 2 minutes and then accelerate to 60-70% throttle on a high gear a couple of times
- Stop the engine and let it cool down for 15 min (check for leaks).
- Repeat step 2 with 80% open throttle.
- Stop the engine and let it cool down for 15 min (check for leaks).
- Repeat step 2 with fully open throttle and you're done!
The result is that the piston rings will have an optimal fit against the cylinder walls. This is mainly due to higher compression (higher forces). The cooling sessions will help ease tensions in the piston. This will prolong the piston life and mitigate risks for seizure.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}